

ISO27001(ISMS)認証
情報セキュリティ・マネジメントシステム

© 2026 Lightstone Corp. All Rights Reserved
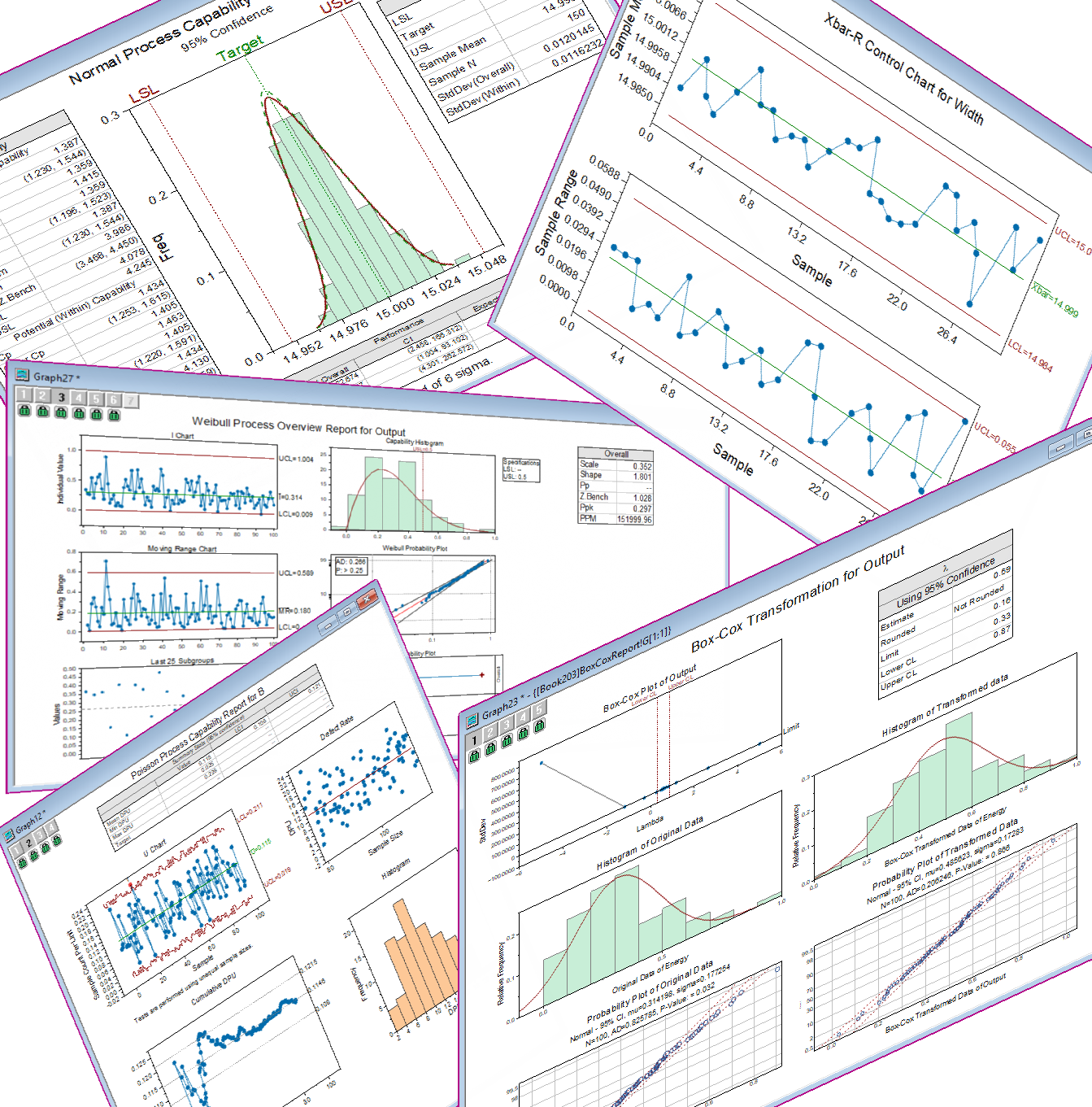
統計的工程管理 (SPC) や統計的品質管理 (SQC) のためのツール
OriginProの拡張機能であるこのアプリは、プロセスの品質を測定、監視、制御を目的として統計的に処理する統計的工程管理 (SPC) または統計的品質管理 (SQC) のためのツールです。製造工程のデータを使用して分析することで製品品質の維持や向上、製造工程の異常検知などに役立ちます。
| 作者 | OriginLab Technical Support |
| ライセンス | 無料 |
| 必要バージョン | Origin 2025b(10.25)以降、Pro版専用 |
| ユーザインタフェースの言語 | 英語 |
| カテゴリ | 解析 |
| 開発元ページ | Statistical Process Controlのページ ※ページ右上のドロップダウンリストで 「日本語」を選択すると切り替えできます。 |
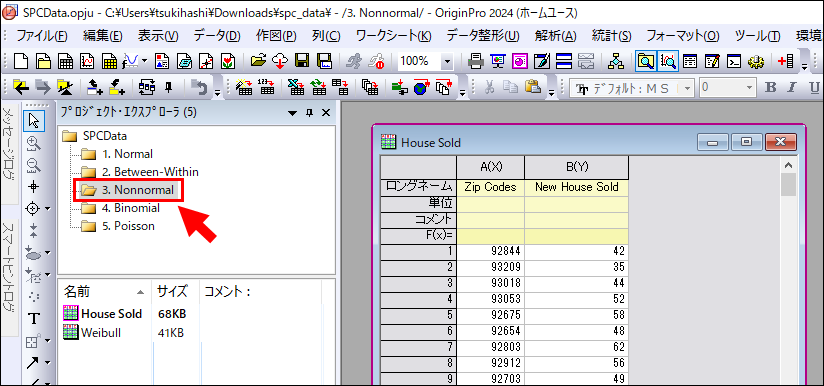
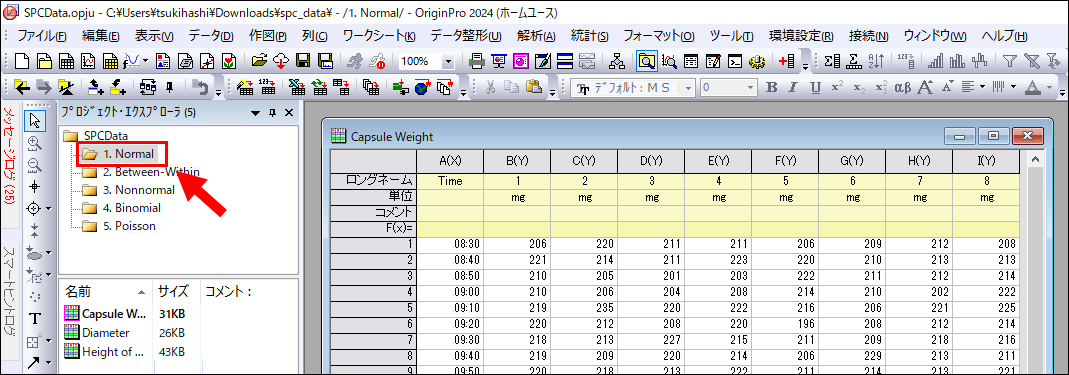
使用するサンプルデータは、以下よりダウンロードできますので、お手持ちのOrigin上で実際に操作をお試しいただけます。
zip(174KB)
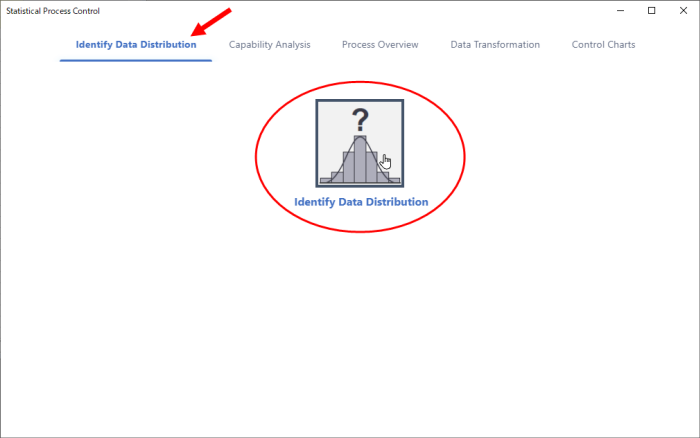
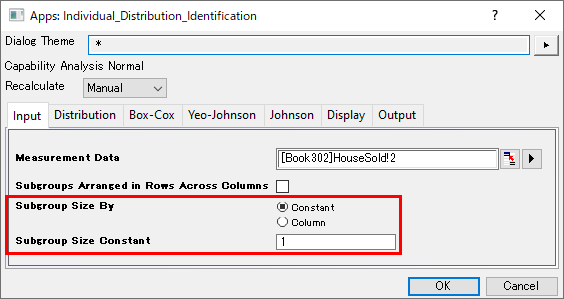
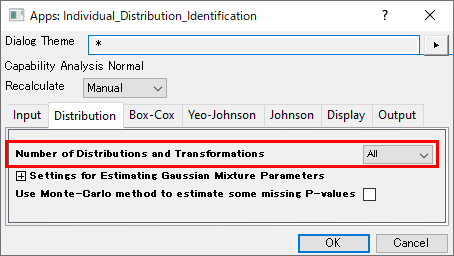
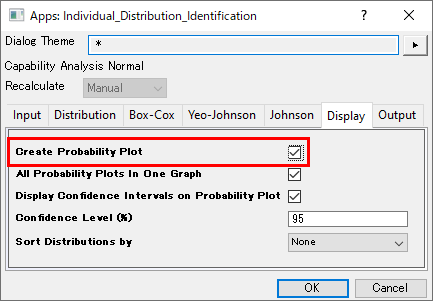
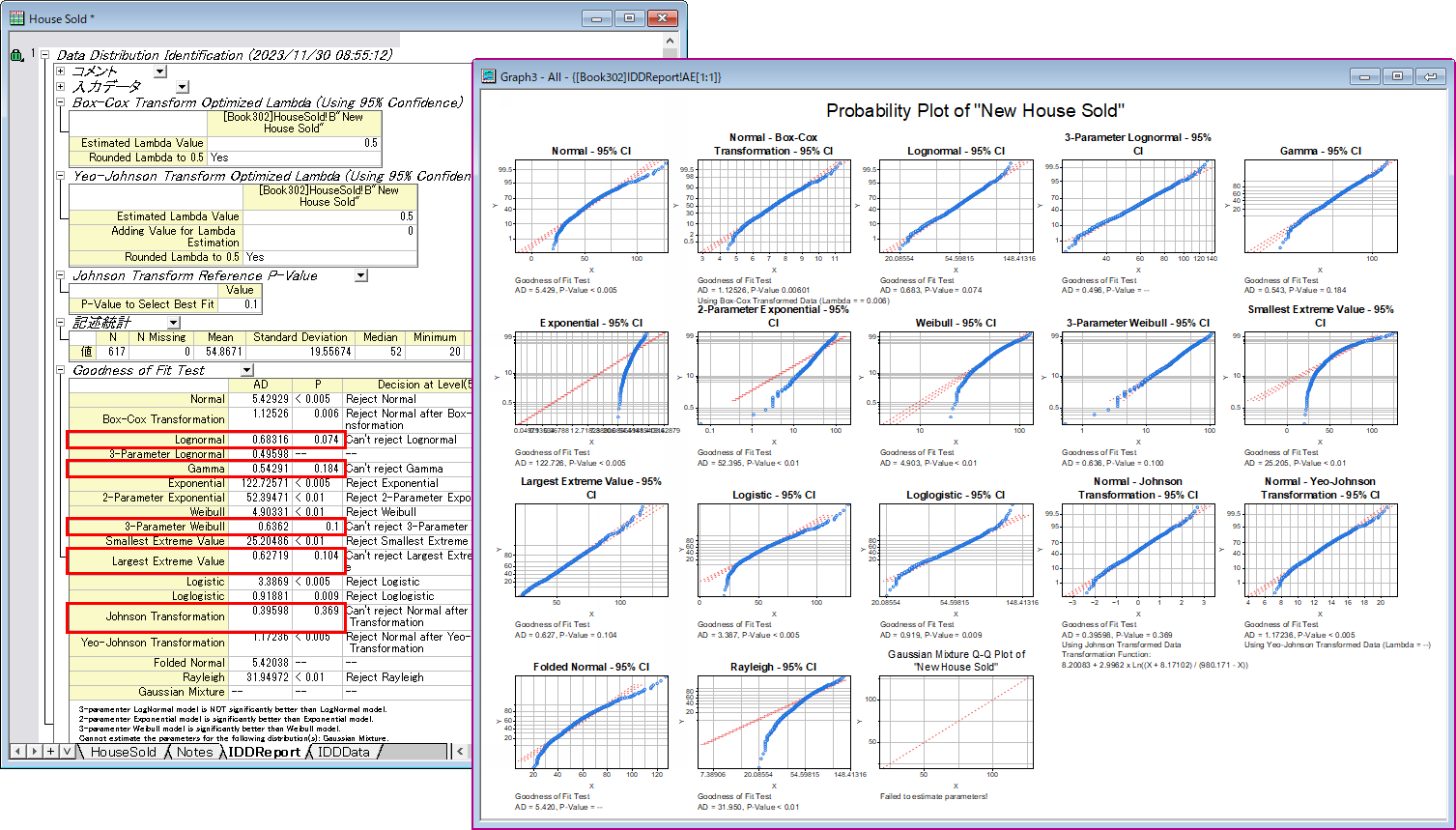
分布の識別(Data Distribution)機能を使用すると以下のことが可能です。
ある地域で販売された住宅のデータがあり、このデータに最も適合する分布を調べます。
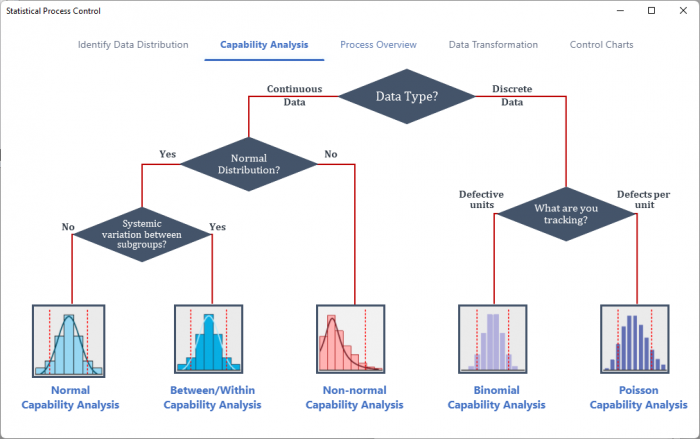
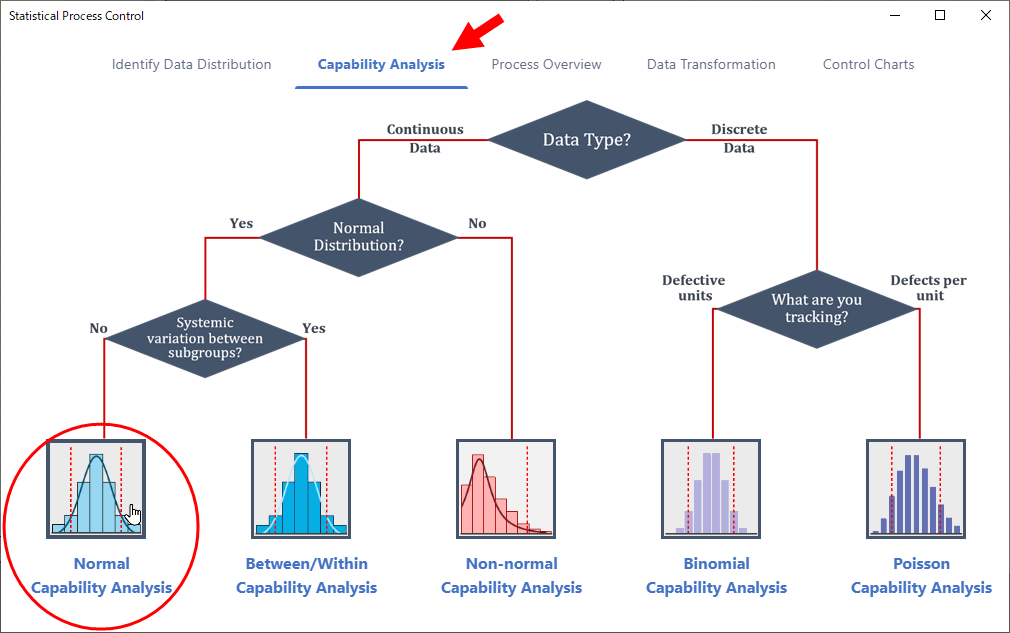
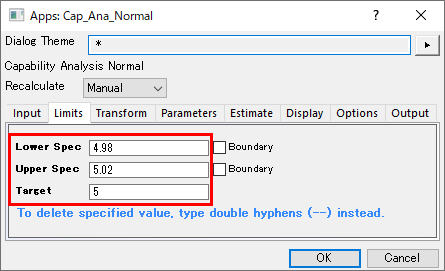
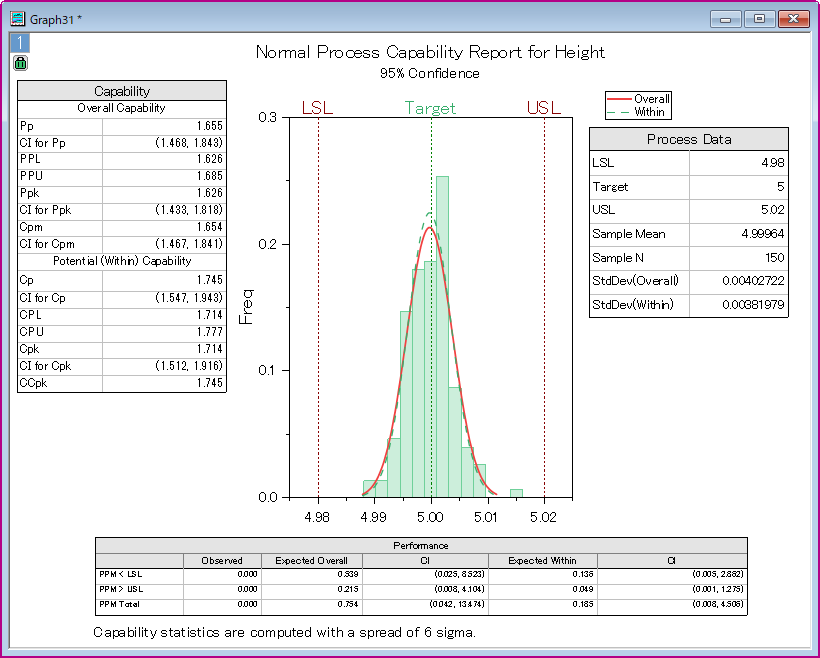
工程能力分析(Capability Analysis)では、Cp、Cpkなどの指標を使用して以下の分析が可能です。
このアプリでは、入力データに応じて5種類の分析から選択します。
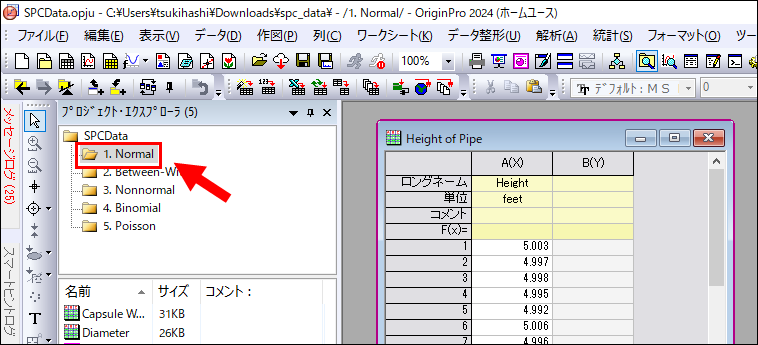
ある品質管理技術者が、パイプの製造プロセスを評価したいと考え、150個のサンプルでパイプの高さ (フィート) のデータを収集しました。このデータを分析して、パイプの高さが5.0±0.02 (4.98~5.02) になるか確認する場合を考えてみます。
正規工程能力分析以外の分析のチュートリアルは以下のページを参照してください。
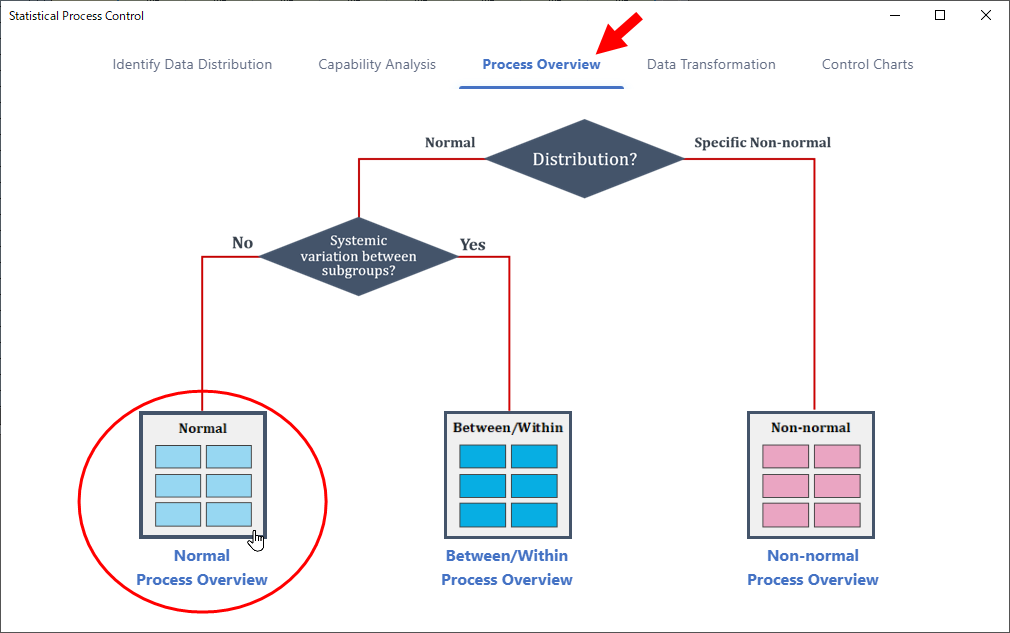
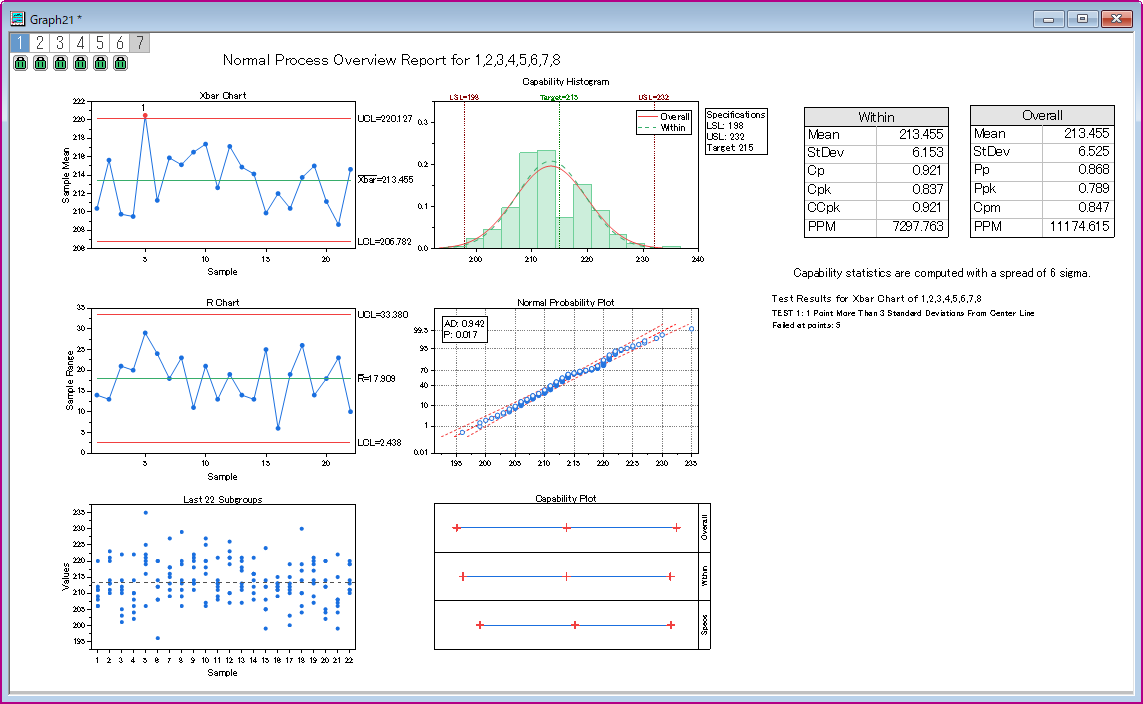
工程の概要(Process Overview)の機能では、以下のグラフを含む組み合わせレポートを作成し、プロセスの品質や能力を一目で評価できます。
| Xbar / 個別管理図 | 工程が十分安定しているかを判断 |
|---|---|
| R / S / MR管理図 | 工程変動を監視し、管理されているか評価 |
| サブグループの最終25プロット | サブグループの観測値の分布を調査 |
| 確率プロット | 選択した分布がデータに適合することを確認 |
| 工程能力ヒストグラム | 工程データの分布と規格限界を視覚的に比較 |
| 工程能力プロット | |
| 工程能力統計 | 工程能力を定量的に評価 |
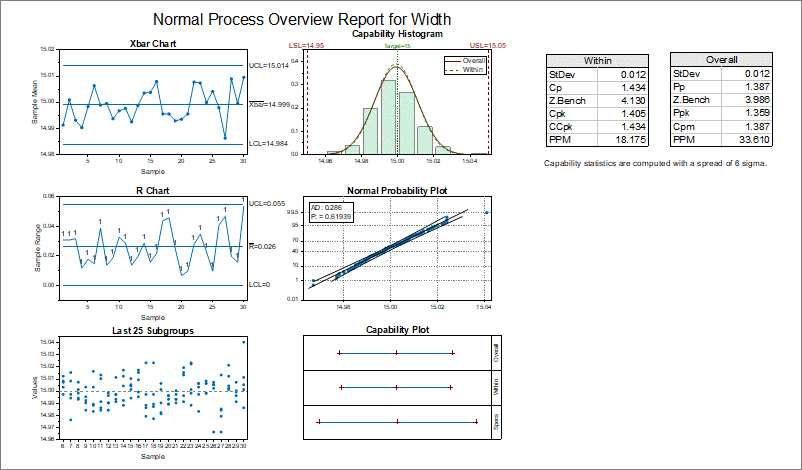
このアプリでは、入力データに応じて以下の3種類から選択します。
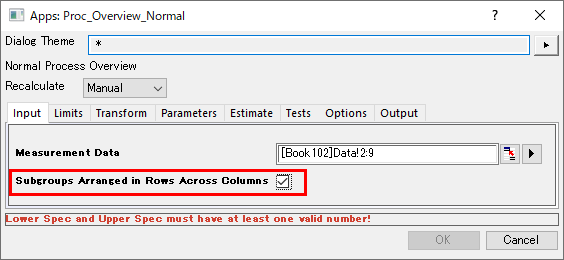
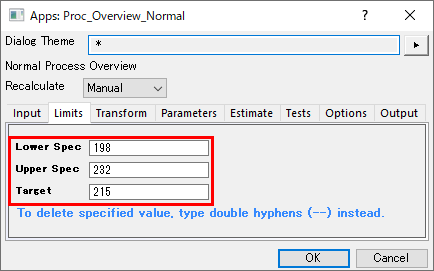
ある品質管理技術者が、機械のカプセル充填プロセスを評価したいと考えています。カプセル重量の規格限界は215±17mgです。8時半から12時まで10分ごとに8個のカプセル重量を収集し、このデータを使って要件をどの程度満たしているかを評価する場合を考えてみます。
特殊原因の検定についての詳細は以下を参照して下さい。
正規工程の概要以外のチュートリアルは以下のページを参照してください。
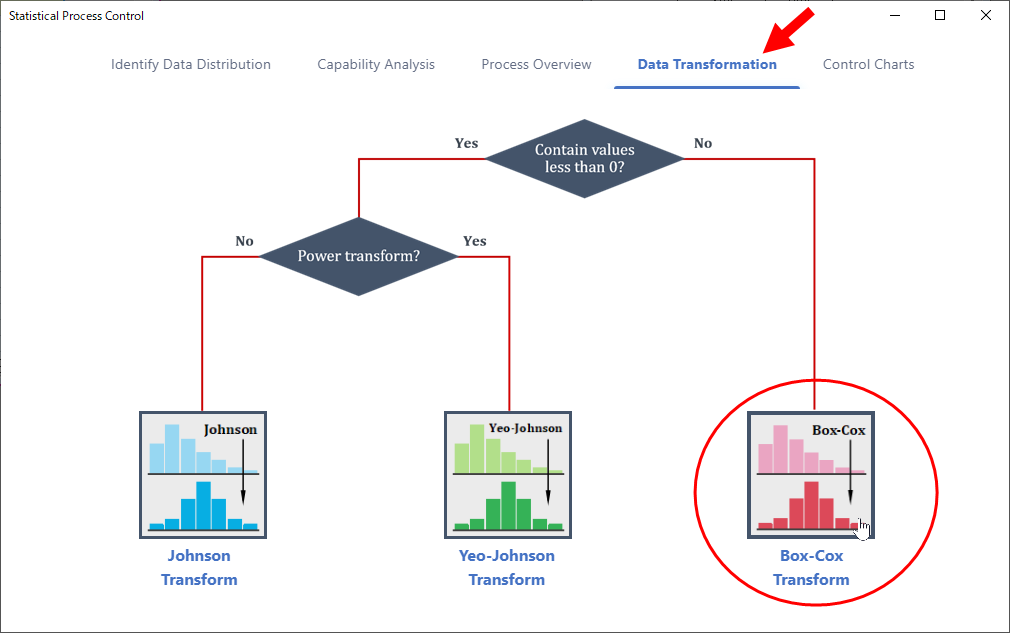
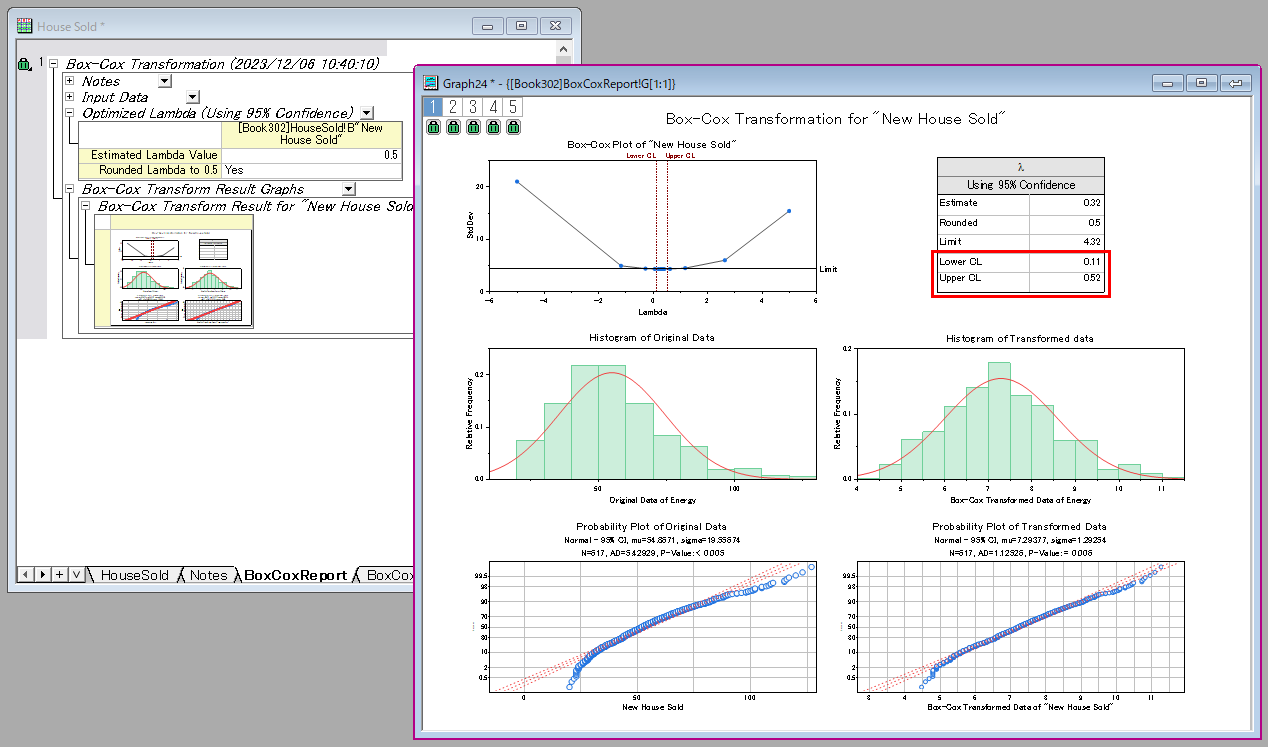
多くの分析では正規性の仮定が必要です。データが正規分布に従っていない場合は、正規分布により近く従うように値を変更するデータ変換関数を使用して、分析用に変換できる場合があります。Originの工程能力分析のデータ変換(Data Transformation)では、以下3つの変換関数を提供しています。
各データ変換のアルゴリズムについては以下のページを参照してください。
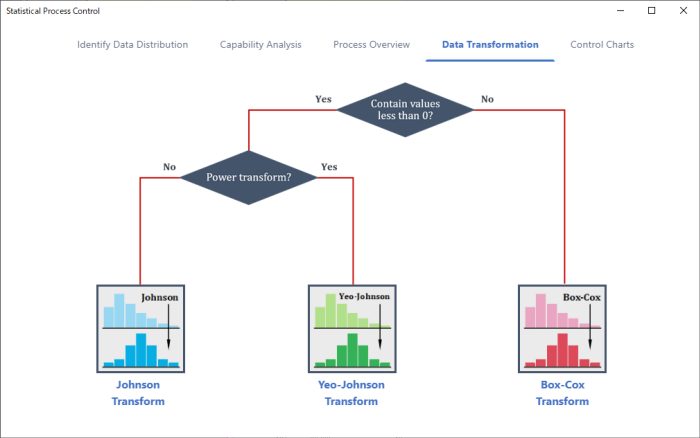
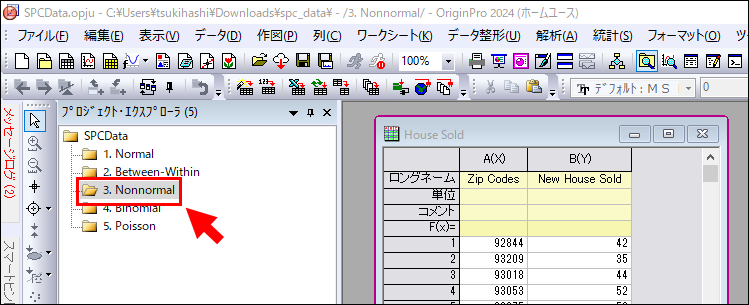
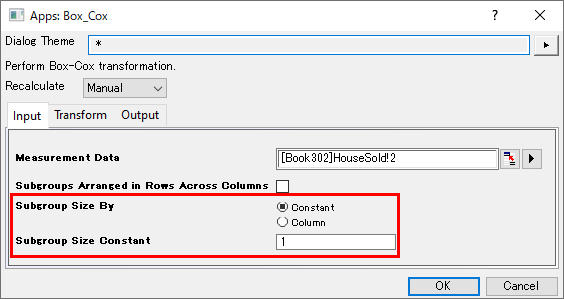
ある地域で販売された住宅のデータがあり、分布の識別ツールを実行したところ正規分布に従っていないことがわかりました。そこで、データを変換することで、分析に使用するデータを正規分布に従うようにしたい場合を考えてみます。
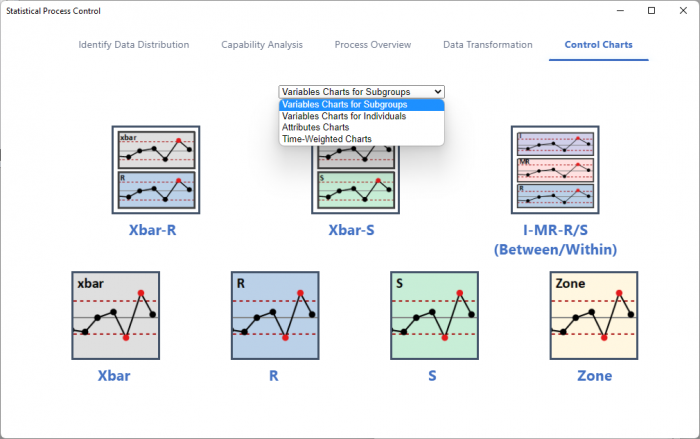
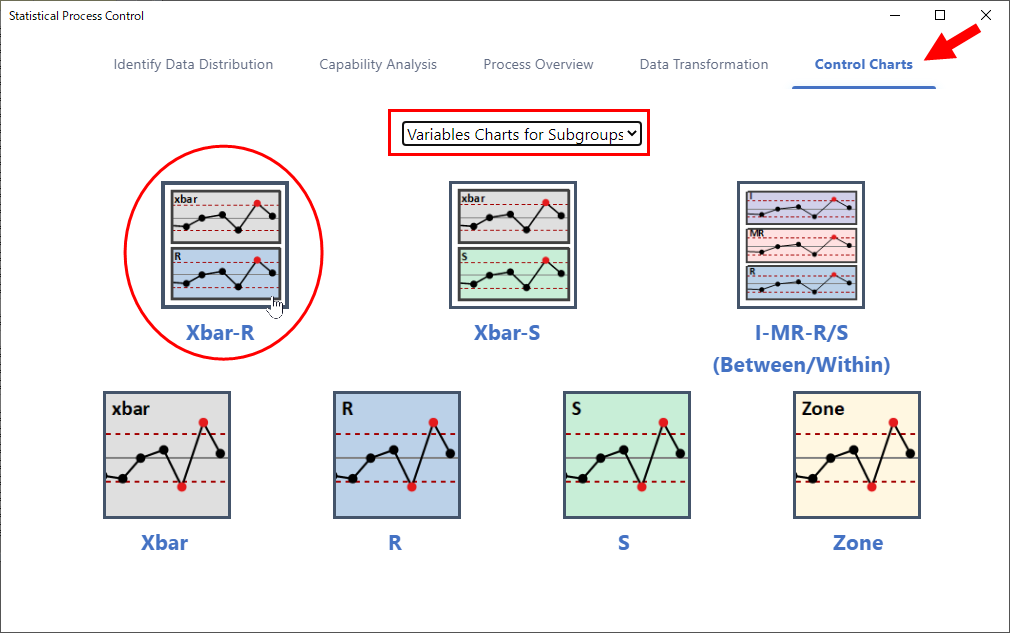
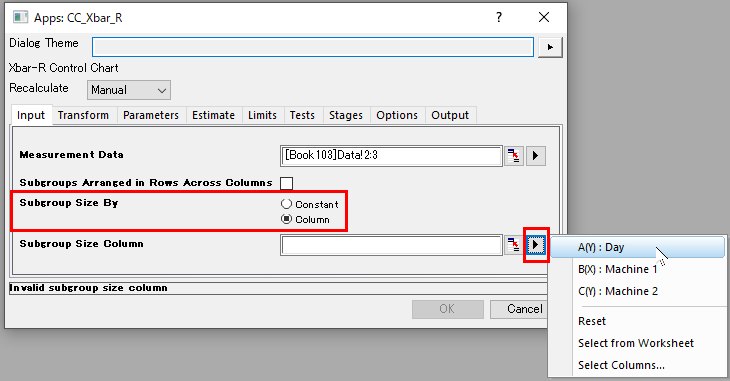
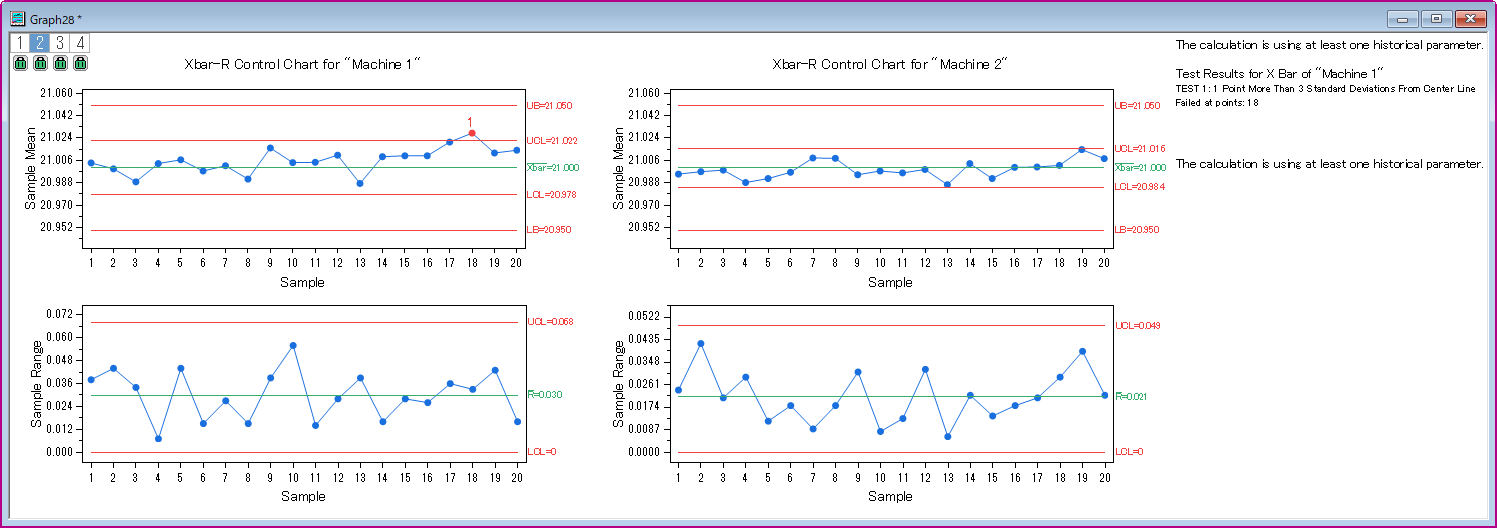
管理図は、プロセスが安定した条件で管理されているかどうかを判断するために使用されるグラフです。このアプリの管理図(Control Charts)ツールを使って、収集されたデータに基づいたさまざまな管理図の作成が可能です。
| 変数管理図 - サブグループ | Xbar-R管理図、Xbar-S管理図、I-MR-R/S管理図、 Xbar管理図、R管理図、S管理図、ゾーン管理図 |
|---|---|
| 変数管理図 - 個別 | I-MR管理図、Z-MR管理図、個別管理図、移動範囲管理図 |
| 計数管理図 | P管理図診断、P管理図、Laney P'管理図、NP管理図、 U管理図診断、U管理図、Laney U'管理図、C管理図 |
| 時間重み付き管理図 | 移動平均管理図、EWMA(指数重み付き移動平均)管理図、CUSUM(累積和)管理図 |
各管理図について詳細は以下のページを参照してください。
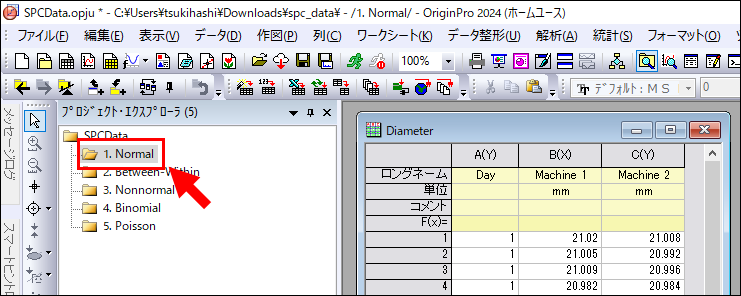
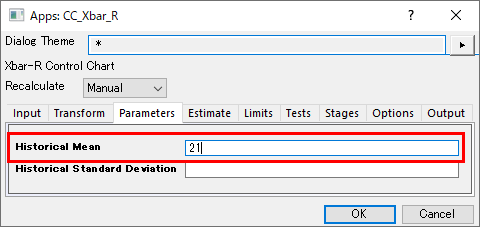
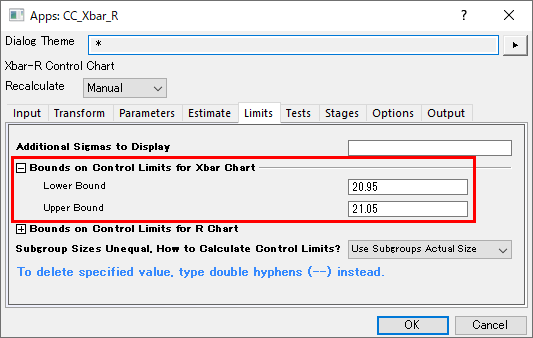
あるナットメーカーでは、直径21ミリメートルに等しい高品質のナットを製造しています。品質管理部で20日間にわたって、1日2台の機械の完成品から4個のナットを抜き取って直径を測定しました。ナットの直径が21±0.05 (20.95~21.05) になるか確認し、2台の機械の動作を管理したい場合を考えます。
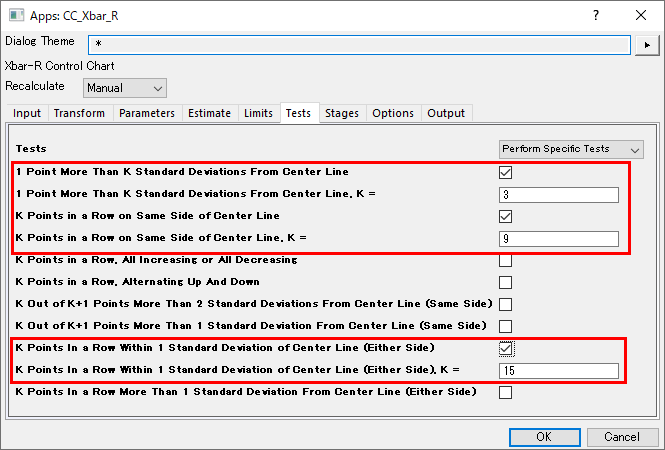
特殊原因の検定についての詳細は以下を参照して下さい。
変数管理図 - サブグループ:Xbar-R管理図以外のチュートリアルは以下のページを参照してください。
ご不明な点がございましたら、お気軽にお問合せフォームよりテクニカルサポートまでご連絡ください。
その際、必ず「製品名」「バージョン」「シリアル番号」をご連絡ください。
ISO27001(ISMS)認証
情報セキュリティ・マネジメントシステム
© 2026 Lightstone Corp. All Rights Reserved